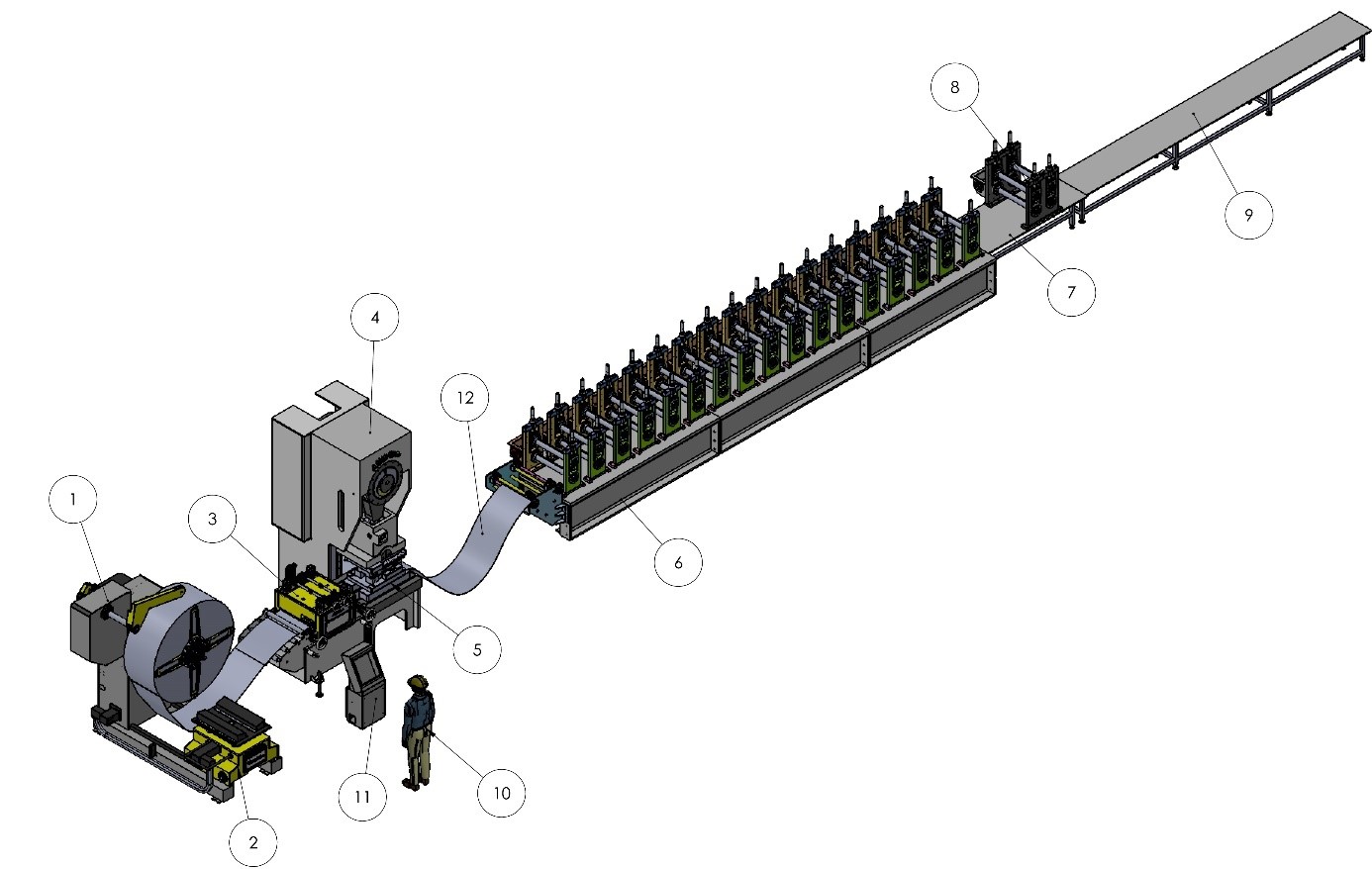
Вальцевание - это разновидность прокатки. Длинный лист металла проходит через наборы взаимосвязанных штампов, установленных и соединенных между собой на последовательных станциях. Каждый набор продолжает увеличивать скручивание, пока не будет достигнута заданная форма. Этот вид прокатки идеально подходит для производства длинных изделий и большого количества профилей.
Компания Interberk разрабатывает и производит системы и интегрированные процессы формовки рулонов в соответствии с производственными потребностями заказчика.
Толщины от 0,2 мм до 6,0 мм для любой отрасли и сферы применения.
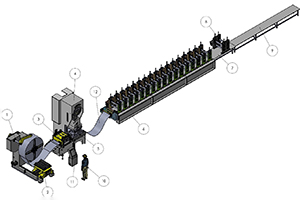
Создает машинные линии, способные вытягивать профили.
Наша главная цель - проектирование в соответствии с конкретными потребностями заказчика,
производить простые в использовании, высококачественные станки.
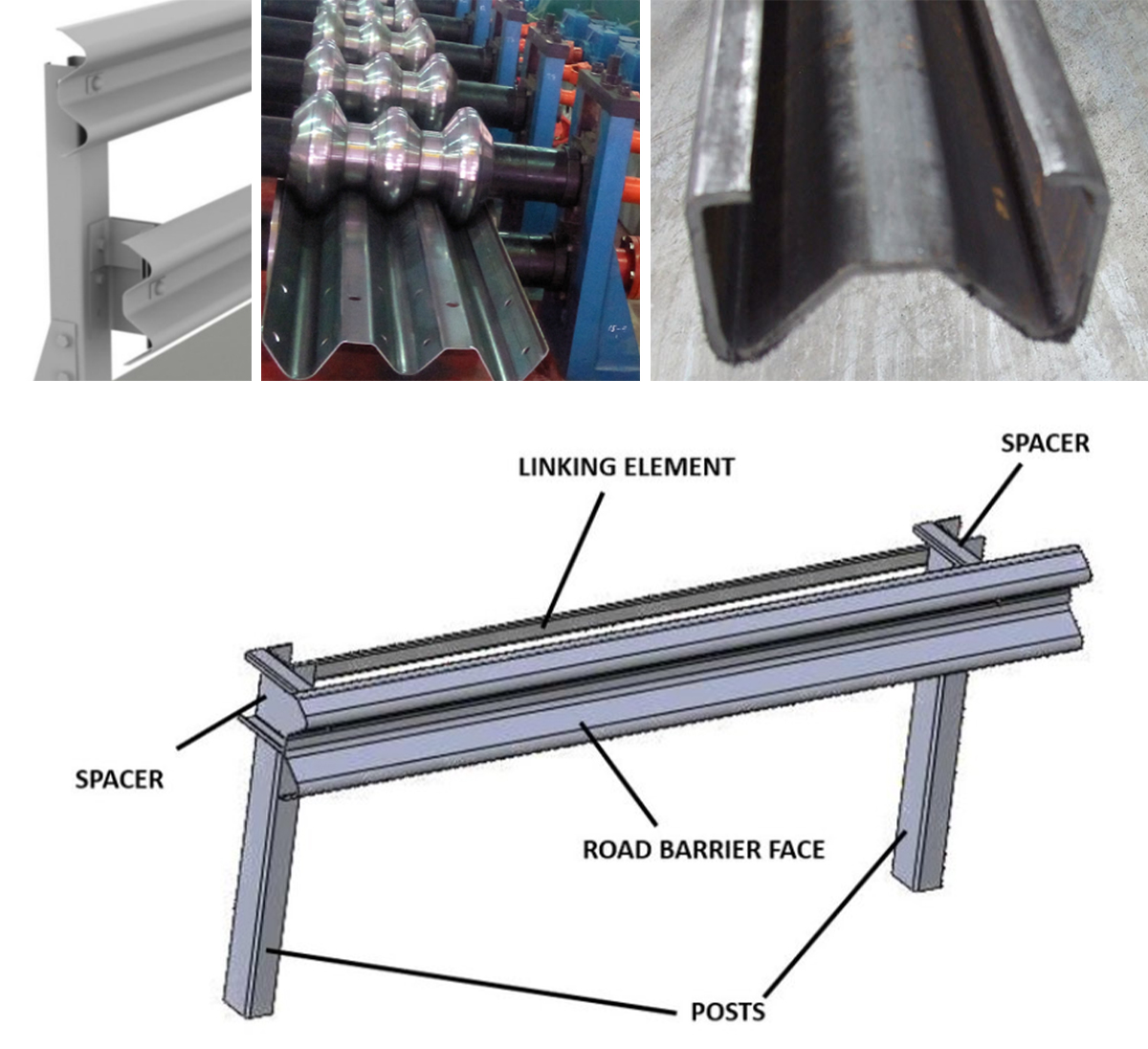
Автомобильная промышленность, логистика, строительство, энергетика, сельское хозяйство, освещение, стеллажи и т. д. Технологические решения для производства профилей и готовой продукции в секторах Мы предлагаем.
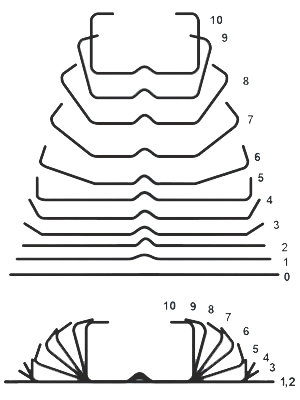
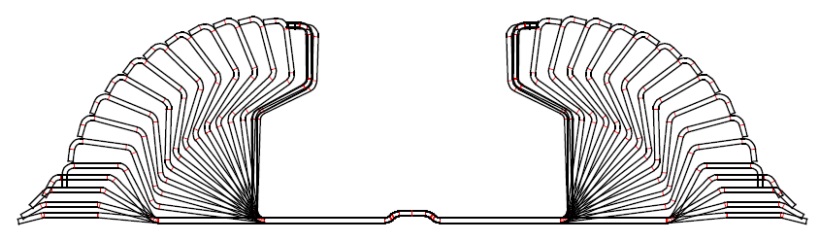





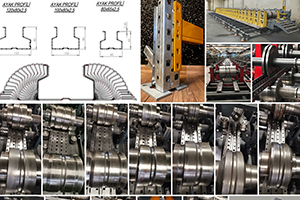
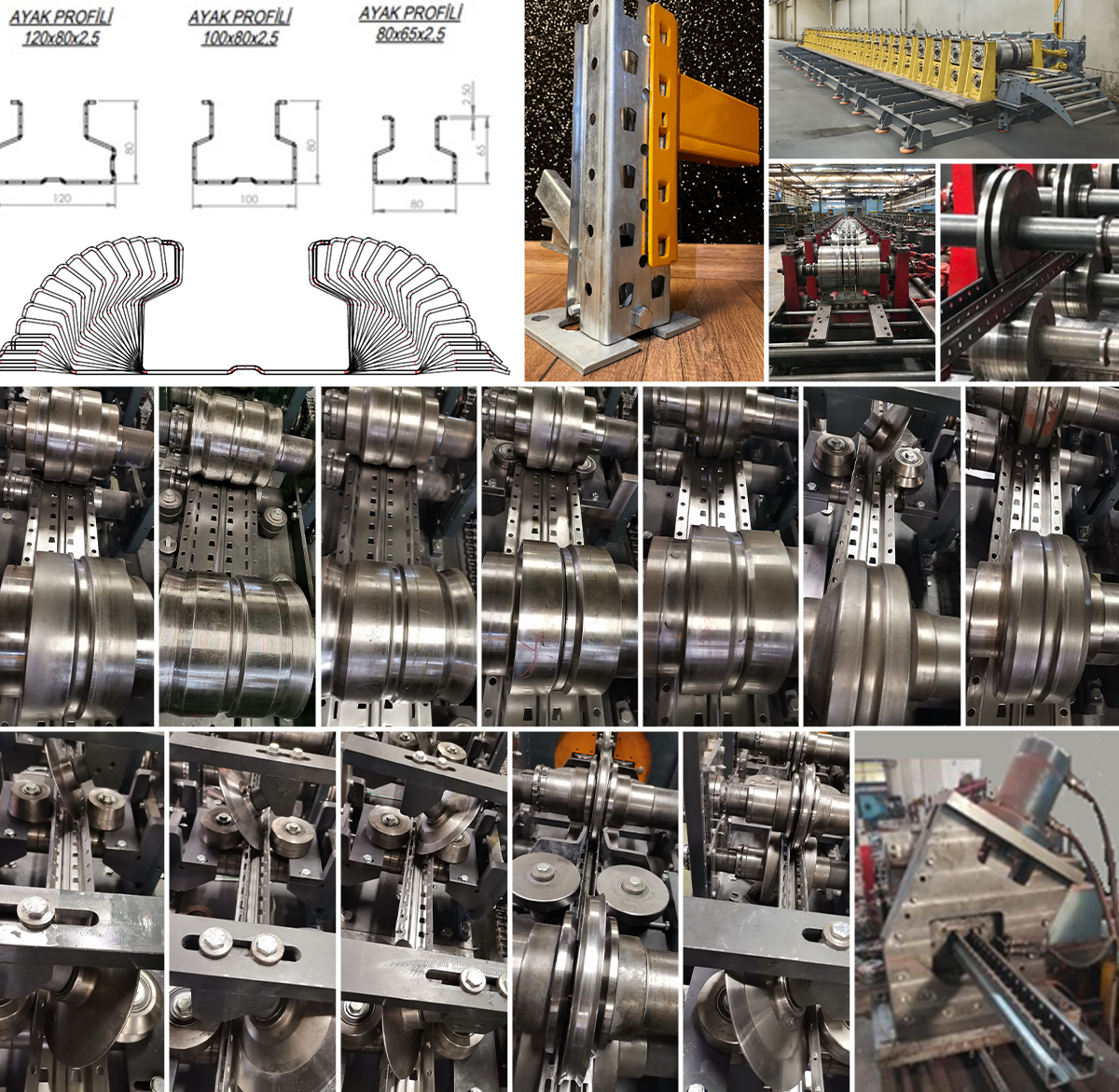



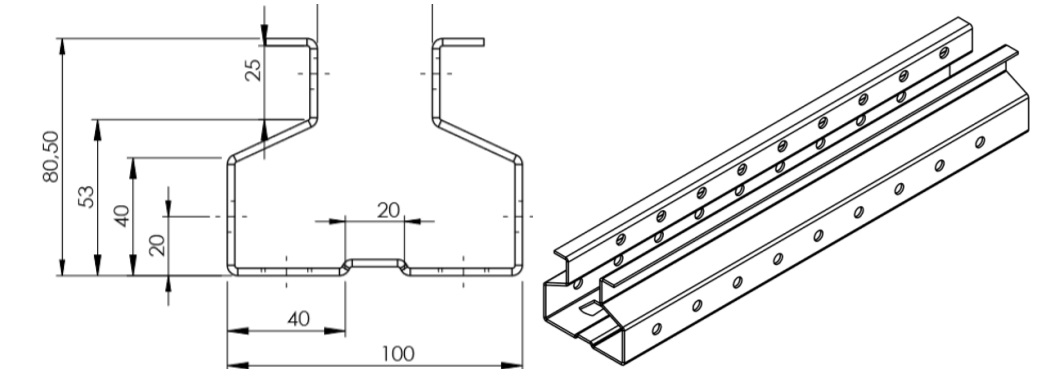
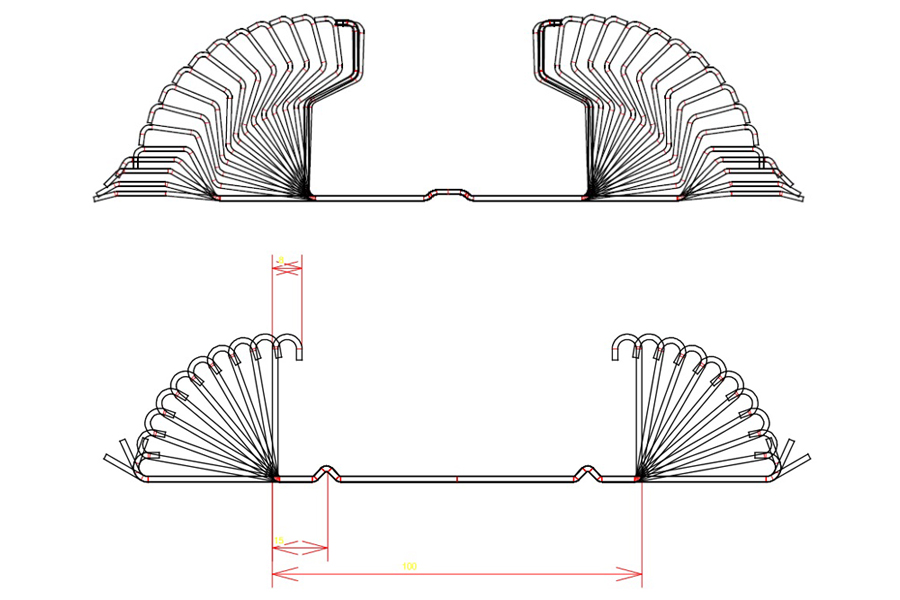
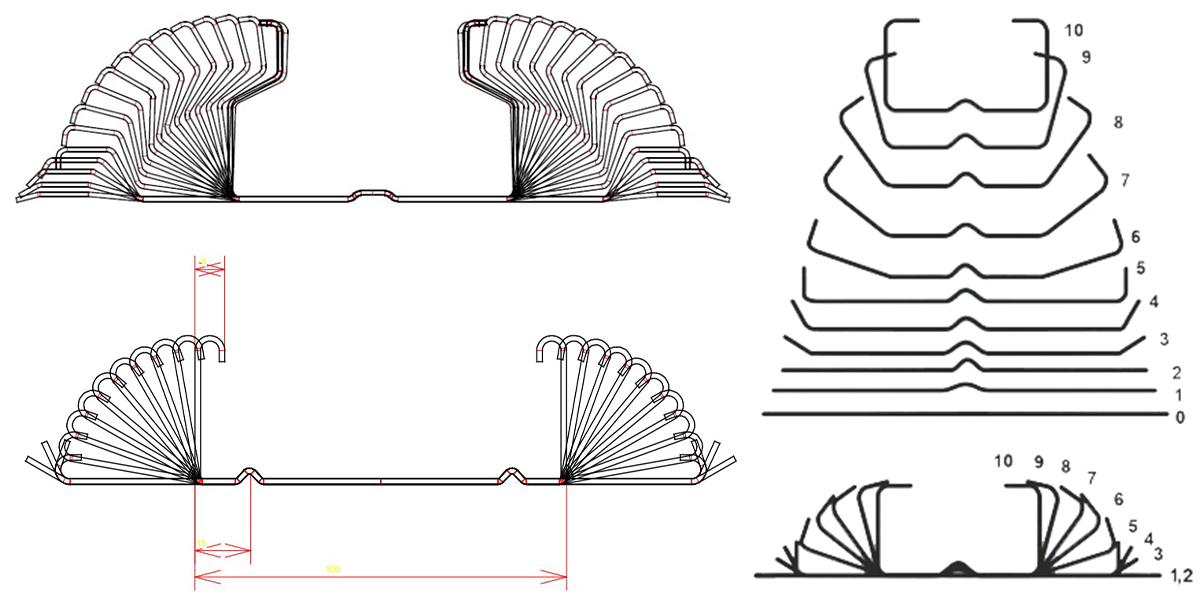
По соответствующей программе определяется напряжение листового металла, добавляется наш опыт и создается дизайн. Создаются цветочные узоры и конструкции катушек.
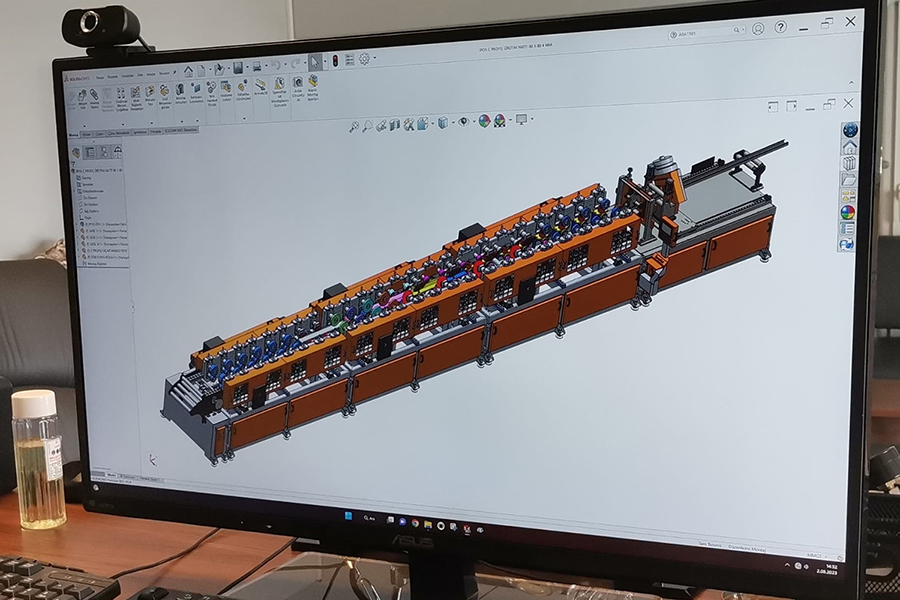
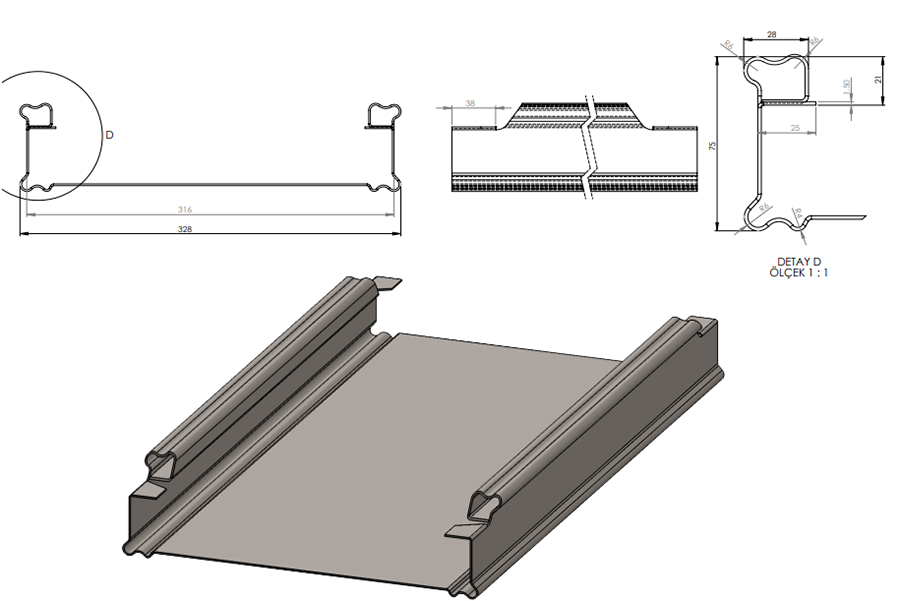
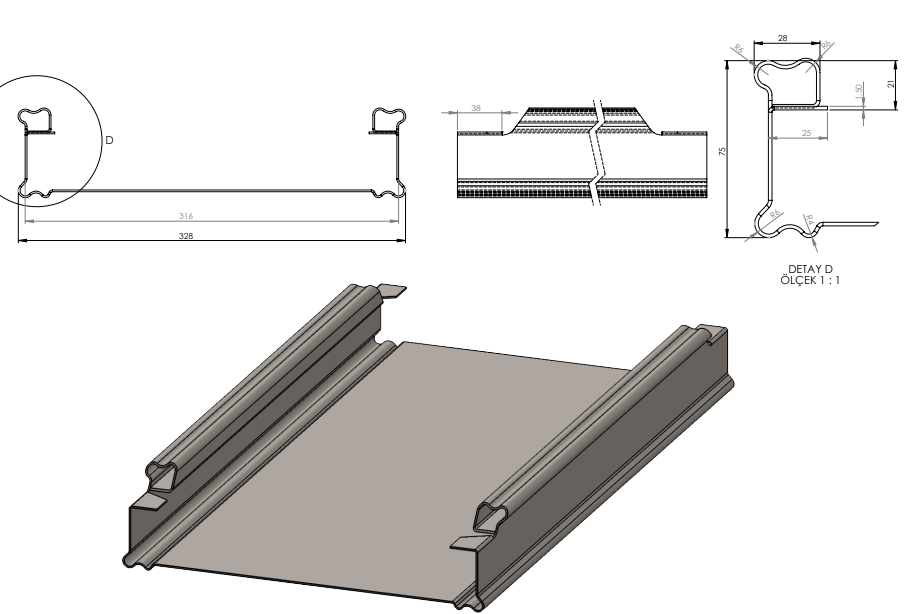
Объект рисуется с помощью 3D-программ.
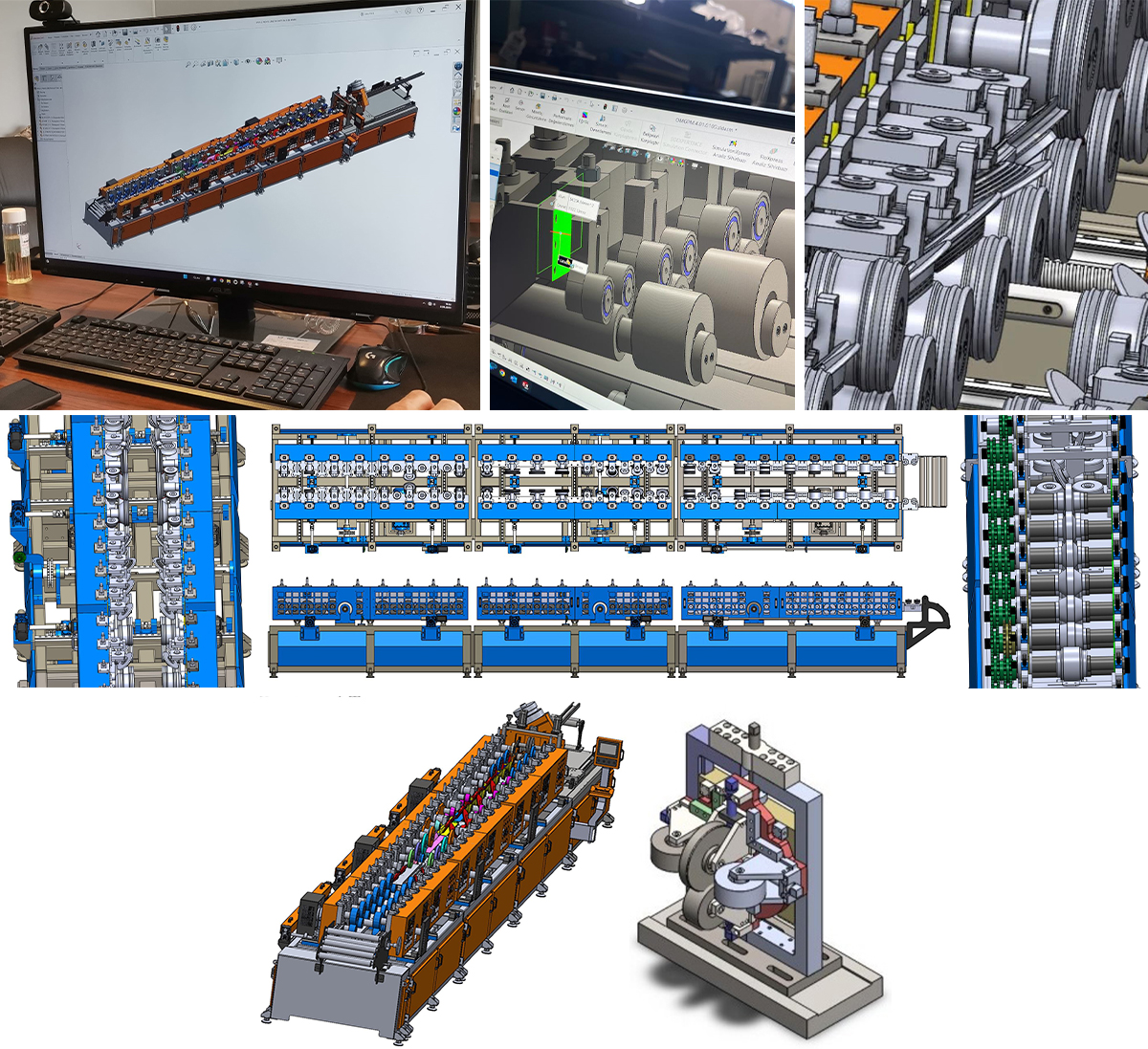

Производство осуществляется с использованием новейших технологий, соответствующих возрасту и специфике работы.


Детали обрабатываются на высокоточных станках в соответствии с их допусками


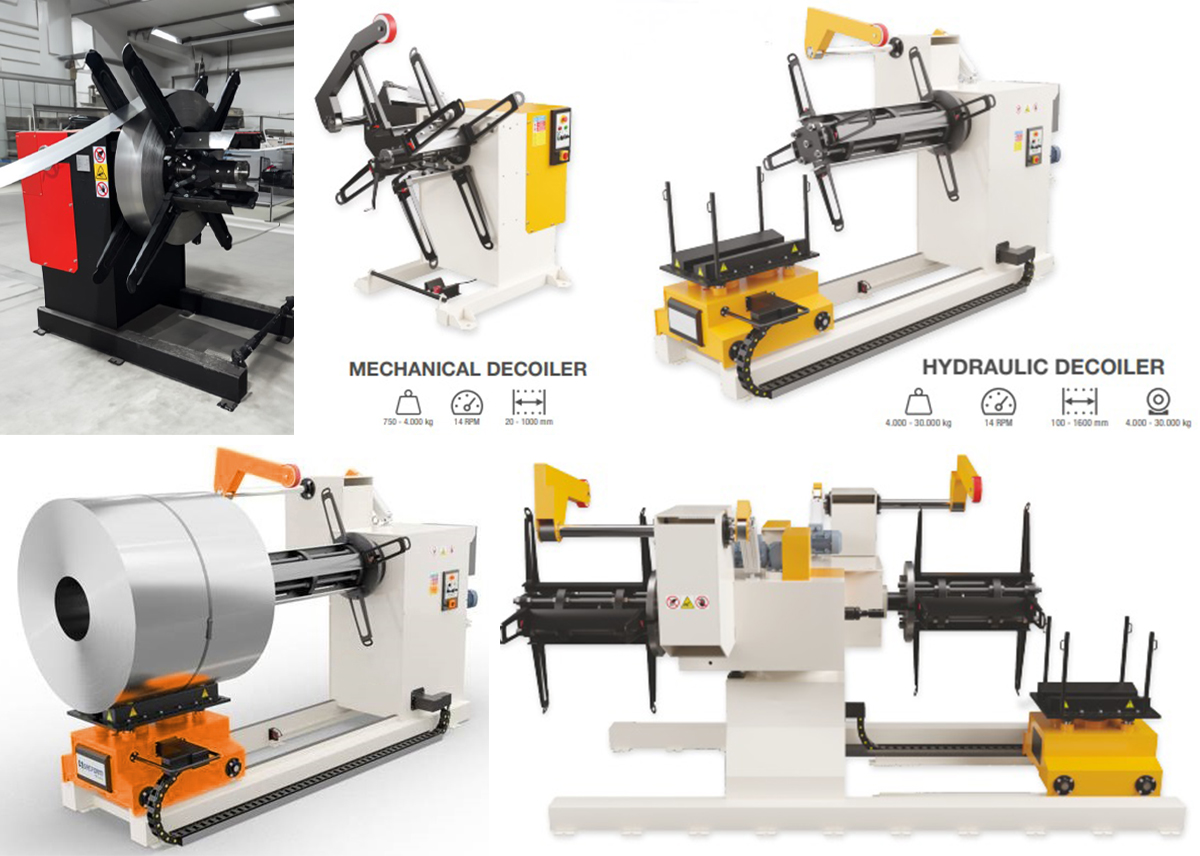
Ширина листа, толщина листа, производительность, потребности в разматывателе, сервоподатчике и правильном устройстве определяются после выполнения задания (отверстие-паз, резка по длине, формовка и т. д.).
| Вес катушки: | от 500 кг до 15 000 кг |
|---|---|
| Ширина листа: | от 100 мм до 2000 мм |
| Система зажима: | Ручная или гидравлическая система |
| Разматывание: | Автоматический или с тормозом |
| Загрузка автомобиля: | Необязательный |
| Сервопитатели: | С выпрямителем или без выпрямителя |


Ширина листа, толщина листа, производительность, потребности в разматывателе, сервоподатчике и правильном устройстве определяются после выполнения задания (отверстие-паз, резка по длине, формовка и т. д.).


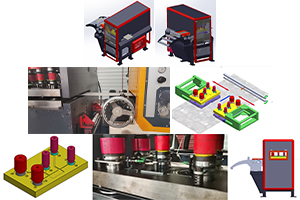
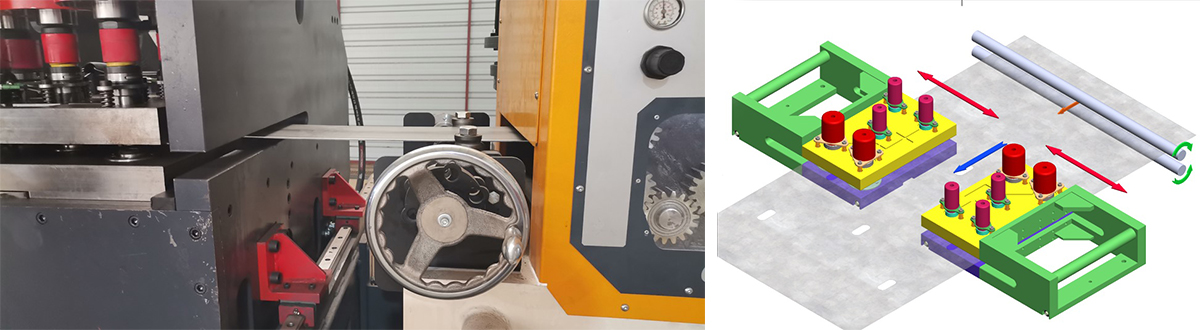
Оборудование "COIL SHEET PUNCH (CSP)" используется в процессах, где применяется рулонный листовой металл. Альтернатива комбинации пресса и пресс-формы для операций сверления и пазования - это решение.
CSP, пресс и пресс-форма с неэластичным режимом производства устраняет недостатки, присущие этому оборудованию. Координаты мест для сверления отверстий или пазов программируются с панели оператора. Изменение координат отверстий осуществляется через программу. Это не требует ручного вмешательства".
В зависимости от требований задания в револьверную систему можно загрузить от 5 до 10 пресс-форм.
Смена пресс-форм занимает несколько минут для каждой формы при неквалифицированном труде.
Обеспечивает гибкие возможности работы.
Изменения координат отверстий производятся через программу.
Исключает затраты на прогрессивные пресс-формы.
Исключается время изготовления пресс-формы.
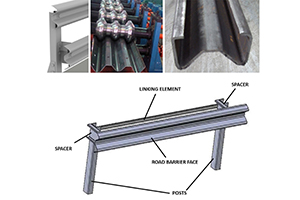
При добавлении резки по длине он используется в листогибочных прессах для производства профилей.
Приводные группы станка и его рабочие части разработаны в соответствии со стандартами производства и безопасности.
Все компоненты станка сочетаются с соединительным оборудованием.
Оснащен запасными частями для обслуживания – ремонта и замены пресс-форм.
Стандартное оборудование, используемое в станке, выбрано из сертифицированной продукции известных брендов.

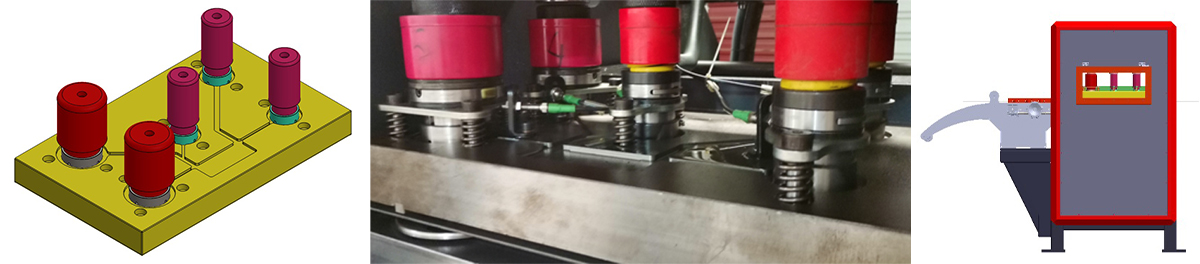
| ПУАНСОН ДЛЯ РУЧНОГО ЛИСТА (CSP) | CSP 500-1 | CSP 750-1 | CSP 1000-2 | CSP 1250-2 | CSP 1500-2 |
|---|---|---|---|---|---|
| ШИРИНА ЛИСТА (мм) | 500 | 750 | 1000 | 1250 | 1500 |
| ТОЛЩИНА ЛИСТА (мин/Макс.мм) | 0.5/5 | 0.5/5 | 0.5/5 | 0.5/5 | 0.5/5 |
| Количество головок/вертушек | 1 | 1 | 2 | 2 | 2 |
| КОЛИЧЕСТВО УДАРОВ | 5–10 ударов/голова | 5–10 ударов/голова | 2 головки х (5–10 ударов/головка) | 2 головки х (5–10 ударов/головка) | 2 головки х (5–10 ударов/головка) |
| ДВИЖЕНИЕ ТЕЛА | SERVO MOTOR AND REDUCER (значения определяются в зависимости от скорости линии и количества отверстий). | ||||
| СИЛА НАЖАТИЯ | Определяется в зависимости от максимального размера отверстия и толщины листа. | ||||
| МАКС. РАЗМЕР СЛОТА | Определяется в зависимости от потребностей заказчика. | ||||
| МАКС. РАЗМЕР ОТВЕРСТИЯ | Определяется в соответствии с потребностями заказчика. | ||||
| наружный размер (прибл.) | 1.2 x 2.5 x 2 (H) m | 1.5 x 3.0 x 2 (H) m | |||
| ВЕС (Т) | 2,5 | 3 | |||
| СКОРОСТЬ ЦИКЛА СВЕРЛЕНИЯ | |||||
| СКОРОСТЬ ПЕРЕМЕЩЕНИЯ КОРПУСА | |||||